


分析电弧炉氧燃烧烧嘴技术与电炉炼钢余热利用技术
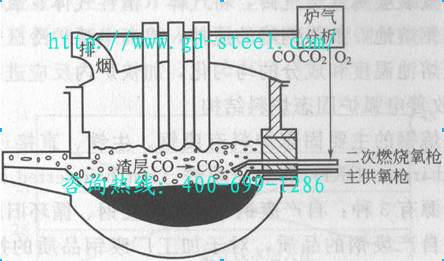
在交流电弧炉三个冷区的炉壁上安装可伸缩氧燃烧嘴,熔化期向熔池喷入氧气和煤粉或重油、柴油、天然气等燃料,便冷区的渝度尽快提高,促进了炉料的同步熔化和熔池温度的均匀化。由于电弧炉熔化期占全部冶炼时间的65%以上,其电能消耗占全部冶炼电耗的70%左右,因此使用氧燃烧嘴后,可以缩短熔化期,改善电弧炉的冶炼指标。新的二次燃烧技术是一个独立的系统。应用一支单独的水冷喷枪,通常是插人炉门的,不要求改变电弧炉的结构,如下图所示。它的功能是喷射适量的辅助供氧来燃烧进入渣层的CO及其操作中所产生的其他气体,同时收集和利用这些热能。二次燃烧技术的关键在于如何捕集这些热量,使热量进入炉料而不是辐射至炉盖和炉壁,同时要使电极表面氧化及金属元素的收得率不受大的影响。
当代用于强化熔炼的电弧炉,几乎都把辅助能源、制造泡沫渣、切割废钢以加快熔炼,加速钢液与渣液的冶金反应,搅拌钢液,进行炉内产生可燃气体二次燃烧的喷吹机构作为炉子配套用的最重要辅助设备。喷枪形式有4种:比较原始的手动喷枪、底部喷吹、水冷非消耗式喷枪、自动进给消耗式氧枪。
电炉炼钢余热利用技术
①物理余热利用。废钢预热从废钢预热技术的预热种类分:有料篮式、双炉式、竖炉型、多级竖炉式、中心装入移动竖炉式等。其中,多级废钢预热(Multi Stage Preheating)技术代表着当代废钢预热技术发展方向,具有较高的技术水平。
②化学余热利用。二次燃烧随着氧煤喷吹技术逐渐应用,原料高配碳技术和泡沫渣操作工艺的采用,相当量的炉气燃烧不完全。根据电弧炉炼钢的能量平衡分析,炉气能量损失占输出能量的21%,在吹氧条件下,C-CO反应可提供1215MJ/kg©的热量,若气相中发生CO-C02反应,则可提供2017Mj/kg ©的热量,即二次燃烧可产生的热量潜力非常大。
强化供氧技术
近代电弧炉炼钢大量使用氧气,有的甚至达到45m3/t,冶周期可缩短至40-60min。现代电弧炉炼钢过程中,水冷超音速氧枪已广泛地用于助熔、脱碳和炉内供氧操作中。近几年电炉炼鋼出现了一种新氧枪即聚流氧枪(Coherent Jet)。与超音速氧枪相比,聚流氧枪具有氧气射流长度长、吸人空气少、射流发散少、衰减慢和射流冲击力大等优点。
(泡沫渣技术
泡沫渣技术适用于大容量超高功率电炉,在电弧较长的直流电炉上使用效果更为突出。泡沫渣可使电弧对熔池的传热效率从30 %提高到60 %,电炉冶炼时间缩短10 %~14 %,冶炼电耗降低约22%,并能提高炉龄,减少炉衬材料消耗。电极消耗减少2kg/t以上,因而使得生产成本降低,同时也提高了生产率,也使噪声减少,噪声污染得到控制。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关分析电弧炉氧燃烧烧嘴技术与电炉炼钢余热利用技术及其它结构钢、合结钢、合金钢、合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢等的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:26 】 【 加入时间:2013-08-17 10:03:02 】 【 关闭本页 】
结构钢新闻
联系方式
东莞市弘超模具科技有限公司结构钢事业部
联系人:林先生
手机:18002898666
电话:86 0769-82621088
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村管理区