


内燃机车牵引电机弹性垫片的制造及热处理工艺
内燃机车牵引电机的弹性垫片经常出现折断或者弹力不足等现象,从而造成牵引电机接地,直接影响了机车正常运转。为此,作者进行了分析和研究,对弹性垫片采用热处理工艺。经装在机车上使用证明,其效果良好。现介绍如下。
一、原料退火
弹性垫片的材料是圆盘形的片状,材质60Si2MnA,主要化学成分为(%):C=0.56~0.64, Mn=0.60~O.90, Si=1. 60~2. 00,Cr≤0.35。我们首先对原料进行退火处理。
1.退火的目的
(l)降低钢件硬度,便于改善加工性能;
(2)消除残余应力,改善组织,细化晶粒;
(3)消除前一道工序(冷、热、轧加工)所产生的内应力,消除冷作硬化,以利于继续加工;
(4)为下一道工序最终热处理(淬火回火)做好组织准备;
2.退火方法
退火时,为了防止表面氧化脱碳,采用将工件装在铁箱内,四周填上木炭,再将铁箱盖用砂子、黄土封好,再放入炉内加热的方法。由于加热时间较长,故铁箱盖一定要封好,否则会使木炭较快地燃烧掉而影响工件的质量。
设备为中温箱式电阻炉,装炉前,先将炉温升到高温高于退火时的温度(约为950℃)甘由于铁箱装炉后炉温会立即下降,再继续将炉温升到退火温度(约为870℃),经保温后,随炉冷至600℃,然后将铁箱出炉(不打开铁箱子:空气冷却到室温.
二、下料与成形
(1)按弹性垫片的尺寸下料,机械加工,采用剪板机加工。
(2).然后用专用上下模具,在压力机下压成形。,
三、成形后淬火
( 1)淬火加热设备为中温箱式电阻炉,须采用与退火加热同样方法和加热温度。加热后经保温将铁箱由炉中取出,将铁箱盖打开,取出工件投入油中冷却。
(2)淬火后工件检查硬度为58~60HRC,结构组织为马氏体和微量残余奥氏体。
四、淬火后进行回火处理
(1)第一次回火
采用中温箱式电阻炉,将炉子温度升高到450℃,把工件散放到炉中,把弹性垫片尽量做到平板面状放在炉底板上,减少变形,但是有一点变形没有关系,再加热到(400±1 0)℃进行保温.然后由炉内取出工件在空气中冷却到室温。
(2)第二次回火
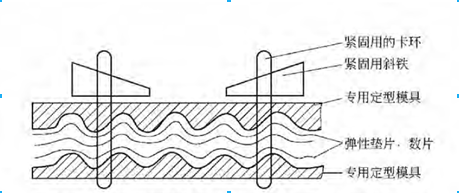
在第二次回火时,必须采用专用定型模具将工件卡紧卡好,见下图。
待炉温升高到650℃时,将工件(将垫片定型专用模具卡好卡紧的工件)放入炉中.,并在(600±10)℃保温,然后取出工件(同专用定型模具)在空气中冷却。回火后组织为索氏体十屈氏体(少量),硬度为40~-42HRC。第二次回火为最终热处理。
经上述处理后的弹性垫片,先用Φ5mm的铁铆钉铆住;再进行氧化处理(发蓝处理)后,即可使用。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关内燃机车牵引电机弹性垫片的制造及热处理工艺及其它结构钢、合结钢、合金钢、合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:55 】 【 加入时间:2013-08-02 13:59:18 】 【 关闭本页 】
技术服务
联系方式
东莞市弘超模具科技有限公司结构钢事业部
联系人:林先生
手机:18002898666
电话:86 0769-82621088
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村管理区