


分析圆板牙的热处理工艺规范
1.热处理的流程
一般的制造厂家均按预热一加热一冷却一检查硬度和金相一清洗一回火一检查硬度一清洗一发黑进行处理的。个别厂家在预热前加了清洗工序,除掉圆板牙攻螺纹时所用的冷却豆油。
2.热处理后圆板牙的技术要求
(1)基体平面硬度为60~63HRC,检查部位在接近刃部的平面处.
(2)针状马氏体≤3级;
(3)螺纹通规通、止规止,即过端塞规全部通过.而止规最多拧近2~3个螺距(牙);
(4)螺纹无脱碳;
(5)表面处理为棕红色或棕黑色。
3.圆板牙的热处理工艺
9CrSi钢的Ms点为170℃,Ac1 =770一7 80℃,Arl= 730℃,Acm =870℃。分析该钢的C曲线可知其淬透性时间小于lOs,故淬透性好。考虑到9CrSi钢由于含有硅,故在加热过程中容易脱碳,因此必须在盐浴炉、可控气氛炉或真空炉中进行,才能确保产品的质量。文献介绍,淬火温度与晶粒度的关系如表4-5所示。
表4-5 9CrSi铡的淬火温度与晶粒度的对应关系
淬火温度/℃ 850-860 870-880 890-900
品粒度(级别) 7 6
从表中可知,加热温度高,则奥氏体的晶粒粗大,力学性能变 差,因此采用850~860℃为宜。冷却方式有三种,分别为分级淬火。等温淬火和油冷。而圆板牙的螺纹中径的膨胀量同其有直接的关系,通常采用的为前两种方法,表4-6为不同规格的板牙其淬火温度与分级温度的最佳工艺。
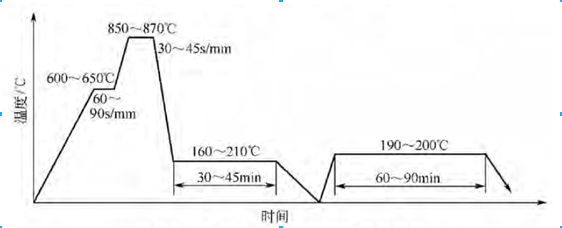
分级和等温的冷却介质的成分为50%KN03 +50% NaN02,其熔点为13 7℃,工作温度为160~220℃。在淬火冷却时,由于工件和工装带进大量的热量,为保持温度的稳定,必须在硝盐槽中放入冷却水套或循环水管,同时耍捞渣或及时过滤,以免降低硝盐的冷却效果。常见的圆板牙的热处理工艺如下图所示。
关于硝盐的分级和等温淬火的规律为:当加热温度不变时,介质温度越低(要高于1 50℃),螺纹的收缩越大;当分级和等温温度恒定时,加热温度愈高(在工艺范围内),则螺纹越胀大。由此可见大规格的板牙比小规格的分级等温温度高。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关分析圆板牙的热处理工艺规范及其它合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:18 】 【 加入时间:2013-07-10 15:54:42 】 【 关闭本页 】
技术服务
联系方式
东莞市弘超模具科技有限公司结构钢事业部
联系人:林先生
手机:18002898666
电话:86 0769-82621088
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村管理区