


分析齿轮的要求与使用时的注意事项
(1)齿轮的技术要求
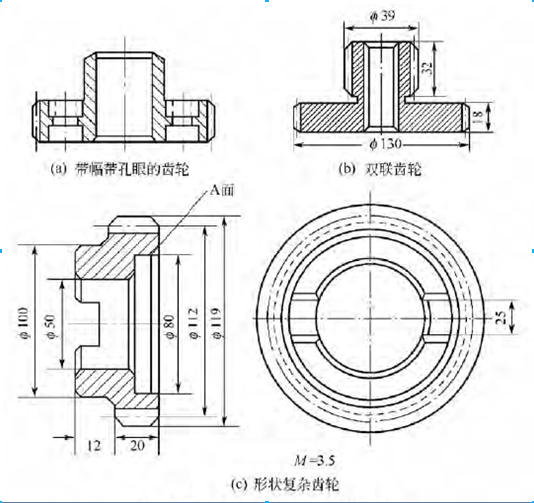
一般齿轮的齿部(面)要求有高的硬度和耐磨性,理想的淬硬层为心部具有最佳强度和性能,而表面能承受咬合、,压力及剧烈磨损,教要求有很高的接触疲劳强度,弯曲疲劳强度和冲击性能。通常齿沟淬硬层为0.8-1.5mm,硬度在45-55 HRC,齿的变形量小于0,08mm,齿轮在淬火前必须进行调质或正火处理,以确保其内部的强度与性舱。几种高频加热淬火齿轮如下图所示。
(2)频率的选择与淬硬层的形状
根据我国的高频设备和齿轮的具体技术要求,推荐的参数如表2-4所示。
表2-4 齿轮模数与频率、加热方法的合理选择
齿轮模数m/mm ≦2.5 2.5-4.5 4.5-6.0 6.0-8.0 不大于8
使用频率/kHz 250 70-80 30-40 8 各种频率
加热方法 全齿加热 单齿加热
淬硬层的形状分为五种:全齿穿透,半穿透、沿齿面分布、沿齿廓和沿齿面与齿沟。一般选用全齿加热作为主要的处理方法。
(3)齿轮高频淬火的加热方法
根据齿轮模数的不同和淬硬层的差异,通常采用的加热方法有全齿加热淬火(同时加热或连续加热)和单齿加热淬火(沿齿面或齿沟连续加热淬火)。文献[5]介绍,沿齿廓分布淬硬的齿轮具有良好的综合力学性能,淬火质量最优,但要实现齿廓硬度的均匀十分困难。齿轮整齿淬透,齿沟有一定的淬硬层,表面受压应力的作用,因此机械强度高,生产中普遍采用全齿淬硬的加热方法,即感应器固定后使齿轮转动加热,最后整体冷却,选用设备为GP-60
或GP-IOO型号。
(4)齿轮高频淬火的操作特点及注意事项
①采用同时加热法,将齿轮内孔用定位套装在机床淬火的平台上,齿轮在感应器内上下运动,加热完毕冷却。对小件的加热可采用木板托浮的方法进行加热。
②为减少变形和开裂,推荐小模数齿轮采取同时加热的方法。
③为减少变形,可采取两个措施;.一是采用较大的比功率和缩短加热时间;另一个对壁厚的齿轮加工后进行高频正火处理。
④对内孔和表面均需淬火的齿轮要先处理内孔,以防止内孔的涨大.。
⑤多联齿轮的淬火顺序为先淬小齿轮后淬大齿轮。
⑥大模数齿轮采用同时加热时,加热时旋转,冷却时停止转动,也可加热和冷却时均不转动,可有效避免齿一侧冷却能力的不足。
⑦对大模数齿轮单齿连续加热时,按顺序逐一加热淬火,应隔齿淬火,立即回火后再进行另一部分的淬火和回火,以防止出现齿部的开裂和变形。
(5)常见的齿轮缺陷和产生原因
①硬度不足,齿轮的含碳量低(≤0.3%);加热温度低,冷却速度太慢。
②开裂。材料的夹杂物超标;局部过热;冷却速度快;工件二次淬火前未退火;硬化层不均匀。
③齿轮边缘尖角崩裂或脱落。表面局部硬度不均匀和硬化层未达到要求。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关分析齿轮的要求与使用时的注意事项及其它合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:9 】 【 加入时间:2013-07-09 14:51:35 】 【 关闭本页 】
技术服务
联系方式
东莞市弘超模具科技有限公司结构钢事业部
联系人:林先生
手机:18002898666
电话:86 0769-82621088
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村管理区