


深度解析轴承钢的切削加工性能①
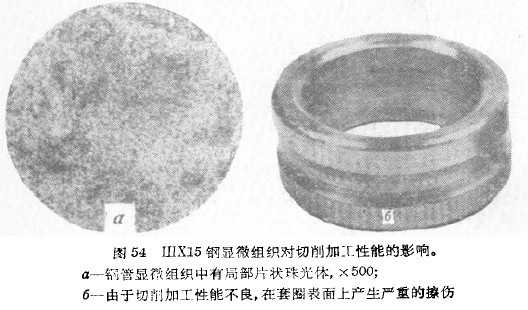
实际上,偏离这些要求(例如,退火钢显微组织中有不同弥散程度的局部片状珠光体或索氏体)会使切削效率大大降低,并使被加工表面恶化。图54是LIIX15钢管的显微组织和用这种钢管制造的套图的表面外观。由于加工性能欠佳,表面出现严重的擦伤。众所周知,冶炼工艺对于轴承钢的切削加工性他的影响很大。这里研究了冶炼工艺对IIIX15钢切削加工性能的影响。
试验采用直径S0毫米、长度250~300毫米的圆柱形坯料。试样通过几道工序依次车削到最小为为30毫米。加工时的切削速度和切屑断而保持不变。车削是用高速钢(P18)车刀进行的。
其实轴承钢的性能磨损度还是相对来说还是比较好的,它的切削加工性能的主要指标是车刀的磨损,而相对加工性能的标准是切削速度。以这个建议,以这个切削30分钟后车刀后面的磨损(磨损带)宽度为B=0.8毫米。
弘超模具科技有限公司评定的范围有:碳素结构用钢、合金结构用钢、弹簧钢、国外结用钢、日本结构用钢等,其中为了评定轴承钢的加工性能,还引用切削功率、表面粗糙度和切削切削时形成等试验结果。真空钢有良好的加工性能,这是由上述各项指标的综合作用所决定的,用硅还原法生产的酸性平炉钢的加工性能稍差些。
不同冶金厂用炉渣精表的电炉钢具有不同的加工性能,即有接近真空钢的(工厂A),也有很差的(工厂B)。有两个冶金厂用碱性合成渣精炼的钢,其加工性能比按其他工艺冶金的钢管。这是由于前者硫与硫化物含量低,而硫与硫化物对切削加工性能是有利的。用合成渣精炼的钢的切削速度比真空钢低20~30为,而消耗的功率高10%。
列有含硫量为0.011,0.023、0.067%的ⅢX15钢的切削性能的数据。关于含硫话0.010%、0.023%的钢,其切削性能的差别没有确定。含硫量增加到0.067%时,车刀寿命提高,切削时功率消耗降低5~8为。用含硫量0.075%的lOOCr6钢管进行生产试验时发现,成形车刀和切断车刀的寿命提高不大。
更多更专业更全面的信息
【 浏览次数:87 】 【 加入时间:2012-07-19 17:25:28 】 【 关闭本页 】
结构钢新闻
联系方式
东莞市弘超模具科技有限公司结构钢事业部
联系人:林先生
手机:18002898666
电话:86 0769-82621088
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村管理区